如何测量光泽,光泽计及的使用和测量标准
如何测量光泽度
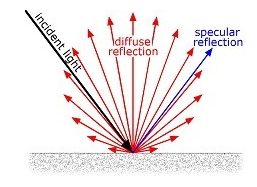
有许多不同的几何形状可用于光泽度测量,每种几何形状取决于待测表面的类型。对于诸如涂层和塑料的非金属,反射光的量随着照射角度的增加而增加,因为一些光穿透表面材料并被吸收到其中或根据其颜色从其中漫散射。金属具有更高的反射率,因此具有较小的角度依赖性。
许多国际技术标准可用于定义不同类型的光泽计的使用方法和规格,这些光泽计用于各种类型的材料,包括油漆,陶瓷,纸张,金属和塑料。许多行业在其质量控制中使用光泽计来测量产品的光泽度,以确保其制造过程的一致性。汽车行业是光泽度计的主要用户,应用范围从工厂车间延伸到维修车间。
选择正确的光泽度测量角度
测量角度是指入射光和反射光之间的角度。指定三个测量角度(20°,60°和85°)以覆盖大多数工业涂料应用。根据预期的光泽度范围选择角度,如下表所示。
| 光泽范围 | 60°值 | 笔记 |
| 高光泽 | > 70 GU | 如果测量值超过70 GU,请将测试设置更改为20° |
| 中等光泽 | 10 - 70 GU | |
| 低光泽 | <10 GU | 如果测量值小于10 GU,则将测试设置更改为85° |
例如,如果在60°下进行的测量值大于70 GU,则应将测量角度更改为20°以优化测量精度。市场上有三种类型的仪器:60°单角度仪器,20°和60°的组合,以及一种结合20°,60°和85°的一种类型。
另外两个角度用于其他材料。测量陶瓷,薄膜,纺织品和阳极氧化铝的角度为45°,而纸张则为75°。
光泽度单位
光泽度计的测量标度,光泽度单位(GU)是基于高度抛光的参考黑色玻璃标准的缩放,其具有在指定角度具有100GU的镜面反射率的限定的折射率。该标准用于建立100的上点校准,其下端点在优质无光泽的表面上建立为0。这种结垢适用于大多数非金属涂料和材料(油漆和塑料),因为它们通常在此范围内。对于其他材料,外观高度反射(镜面,电镀/原材料组件),可以达到更高的值,达到2000光泽度单位。对于透明材料,由于材料内的多次反射,这些值也可以增加。
光泽计标准
| 光泽度测量标准的比较 | |||||
| 标准 | 20° | 60° | 85° | 45° | 75° |
| 高光泽 | 中等光泽 | 低光泽 | 中等光泽 | 低光泽 | |
| 涂料,塑料和相关材料 | 陶瓷 | 纸 | |||
| ASTM C346 | X | ||||
| ASTM D523 | X | X | X | ||
| ASTM C584 | X | ||||
| ASTM D2457 | X | X | X | ||
| BS3900 D5 | X | X | X | ||
| DIN 67530 | X | X | X | ||
| DIN EN ISO 2813 | X | X | X | ||
| EN ISO 7668 | X | X | X | X | |
| JI Z 8741 | X | X | X | X | X |
| TAPPI T480 | X | ||||
关于我们
专注于表观检测,是中国区域首屈一指的颜色、厚度、雾度、光泽、老化耐候试验、表面电阻、粒子异色异形和辐射率等领域的解决方案供应商。
友情链接




应
用
知
识
屋
